
Hangi airbrush HVLP veya LVLP'den daha iyidir: farklılıkları ve özelliklerin karşılaştırılması
Içerik
Profesyoneller için bu bilgilerin yararlı olması olası değildir. Püskürtme tabancaları hakkında her şeyi çok iyi biliyorlar, onlarla sürekli çalışıyorlar ve köklü seçim öncelikleri var. Ancak yeni başlayan araba boyacıları için olduğu kadar, vücut boyama teknolojisinde ustalaşmak, gerekli minimum ekipmanı satın almak ve kendi arabalarının dekoratif yenilenmesinden tasarruf etmek veya arkadaşlarına yardım etmek isteyenler için, püskürtme tabancaları hakkında bazı bilgiler faydalı olacaktır.

püskürtme tabancası nedir
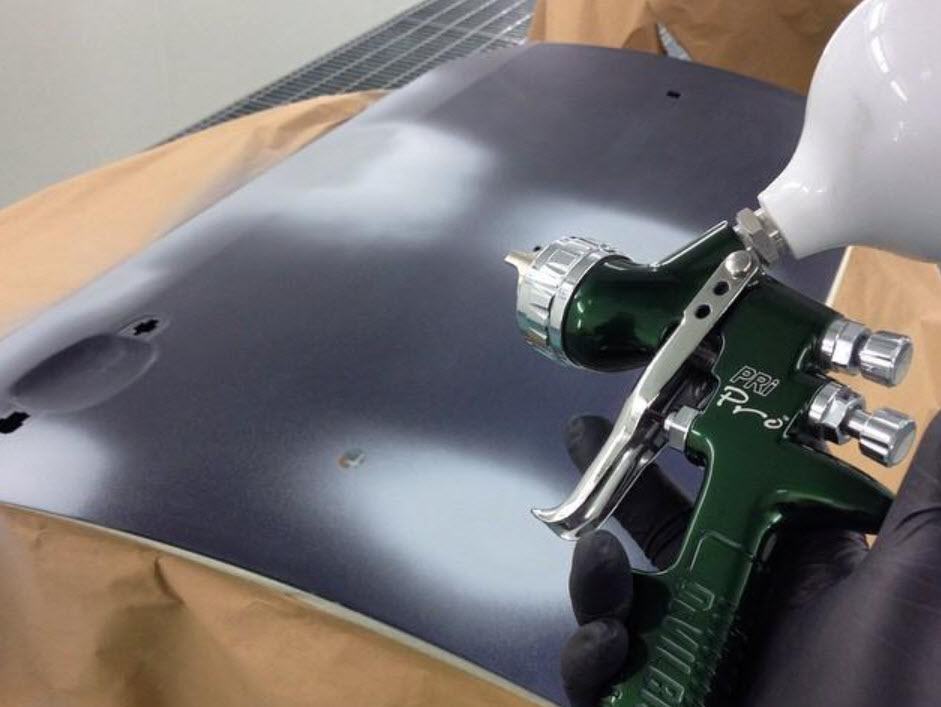
Arabaları tamir ederken, her türlü fırça ve rulo uzun süredir kullanılmamaktadır. Basınç altındaki bir kutu boya da kabul edilebilir bir kaplama kalitesi sağlamayacaktır. Arabaya fabrikadan çıkarken sahip olduğu görünümün aynısını vermek için, yalnızca bir tabanca kabzasına sahip olduğu için bir airbrush veya püskürtme tabancası olabilir.

Püskürtme tabancalarının büyük çoğunluğu pnömatik prensipte çalışır. Üreticilerin mükemmelliğe yaklaşma ve ressamın işini kolaylaştırma arzusuyla ilişkili belirli modeller arasında birçok fark vardır.
Bu doğru, zanaatkarın beceri gereksinimlerinin bir kısmı iyi bir araç sağlayabilir. Ancak ilk başta, profesyonellik kazandıkça, en iyi tabancaya olan ihtiyaç deneyimle telafi edilir. Her durumda, çoğu boya veya vernik püskürtücünün kalitesine bağlıdır.
Çalışma prensibi
Tüm atomizerler aynı şekilde çalışır. Önemli aşırı basınç altında kompresörden sağlanan hava tabanca kolundan, kontrol valfinden geçer ve dairesel kafaya girer. Merkezinde, hızlı bir hava akımının seyrekleşmesiyle alınan boyanın beslendiği bir meme vardır.
Akışa girdikten sonra, boya küçük damlalar halinde püskürtülür ve bir meşale şeklinde bir sis oluşturur. Boyanacak yüzeye yerleşen boya, küçük damlaların kuruması için zamana sahip olmadığı için düzgün bir tabaka oluşturur.
İdeal olarak, damlacıklar o kadar küçük ve akışkandır ki, yüzey ek cilalama gerektirmeden aynalı bir yüzey oluşturur. Düşük kaliteli olmasına rağmen, özellikle acemi bir ressamın kontrolünde olan tabancalar, parlaklık yerine mat bir yüzey veya shagreen adı verilen kabartma bir yapı verecektir. Bu, ustaların kaçınma eğiliminde olduğu, yeterince derin taşlama ve cilalama ile düzeltilebilir.

Cihaz
Airbrush, kanallar ve hava besleme düzenleyicileri, boya ve saplı bir gövdeden oluşur, tasarım şunları içerir:
- bir hava kompresöründen gelen bir hortumu bağlamak için bağlantı;
- hava ve boya besleme düzenleyicileri (astar, vernik);
- boya tankı, üst veya alt olabilir;
- sprey başlığı;
- tetiğe basıldığında hava ve boya beslemesini senkronize eden bir iğneli valf;
- ek düzenleyiciler, özellikle torç boyutu.

Tabancanın tasarımındaki her şey, genellikle birbiriyle çelişen bir dizi püskürtme özelliği sağlamaya tabidir:
- sprey kalitesi, tükürme hariç;
- boya tüketimini en aza indirmek;
- düşük basınç ve kompresör performans gereksinimleri;
- püskürtülen ürünün çok çeşitli izin verilen viskoziteleri;
- dışında minimum püskürtme ile ayarlanabilir bir şekle sahip iyi tanımlanmış bir torç;
- uygulama tekdüzeliği.
Bunun için çeşitli amaçlar ve fiyat kategorileri için püskürtme tabancaları oluşturmak için bir takım yaklaşımlar geliştirilmiştir.
HVLP püskürtme tabancaları
HVLP, Yüksek Hacimli Düşük Basınç anlamına gelir. Bu teknolojinin ortaya çıkmasından önce, püskürtme tabancaları nozülün yakınında yüksek hava basıncıyla çalışıyordu, bu da iyi bir atomizasyon sağlıyordu, ancak torç dışında tamamen kabul edilemez bir boya akışı sağlıyordu.
Tasarımın girişte 3 atmosferi çıkışta 0,7'ye indirdiği LVLP'nin ortaya çıkmasıyla kayıplar önemli ölçüde azaltıldı, modern cihazlar püskürtülen ürünün %70'ini doğru yere aktarıyor.
Ancak basınç azaldıkça boya damlacıklarının hızı da düşer. Bu sizi tabancayı yüzeye çok yakın, yaklaşık 15 santimetre tutmaya zorlar.
Bu, ulaşılması zor yerlerde çalışırken bazı rahatsızlıklara neden olur ve çalışma hızını azaltır. Evet ve kompresör gereksinimleri azaltılamaz, akış hızı büyüktür, önemli hava kütlelerinin yüksek kalitede temizlenmesi gerekir.

Boya tabancaları kategorisi LVLP
Azaltılmış hava tüketimi (Düşük Hacim) ile karakterize edilen püskürtme tabancalarının üretimi için nispeten yeni teknoloji. Bu, geliştirmede önemli zorluklar yarattı, bu tür gereksinimler yüksek kaliteli sprey boyaya müdahale ediyor. Ancak giriş basıncı neredeyse yarısı kadar düşüktür, bu da hava akışının azaldığı anlamına gelir.
Dikkatli tasarım sayesinde mürekkep transfer verimliliği daha yüksektir, bu nedenle transfer katsayısı aynı seviyede tutularak yüzeye olan mesafe 30 cm'ye kadar arttırılabilir, mürekkep HVLP kadar ekonomik olarak tüketilir.
Daha iyi HVLP veya LVLP nedir
Kuşkusuz LVLP teknolojisi daha yeni, daha iyi ama daha pahalı. Ancak bu, bir dizi avantajla dengelenir:
- artan bir mesafede doğru çalışma;
- kompresör ve hava temizleme cihazı için daha düşük gereksinimler;
- tek tip alev yoğunluğu;
- iyi hız;
- ulaşılması zor yerlerde çalışma kolaylığı;
- küçük yabancı boya sisi oluşumu;
- giriş basıncı dalgalanmalarına bağlılık.
Ne yazık ki, bu artan karmaşıklık ve maliyet ile birlikte gelir. LVLP püskürtme tabancaları, aynı seviyede HVLP muadillerinden çok daha pahalıdır. İlkinin düşük vasıflı personel tarafından kullanılmasının daha kolay olacağını ve deneyimli ustaların HVLP tabancalarla başa çıkacağını söyleyebiliriz.
Püskürtme tabancası ayarı
Test yüzeyinde mod seçimi ile çalışmaya başlamak gerekir. Çalışma alanına yalnızca tabancanın tüm parametreleri ayarlandığında gitmelisiniz, aksi takdirde tamamen kurumasını bekleyerek her şeyi yıkamanız veya öğütmeniz gerekir.
Boyanın viskozitesi, özellikle bu ürün için uygun olan bir solvent eklenerek düzenlenir, genellikle malzemeler bir kompleks içinde sağlanır. Boya kurumuş yüzeye ulaşmamalı, aynı zamanda çizgiler oluşturmamalıdır.
Giriş basıncı ayrı bir manometre ile kontrol edilmelidir, püskürtme tabancasının bu modeline uygun olmalıdır. Diğerleri bu parametreye bağlıdır. Ayrıca deneysel olarak da ayarlanabilir, boya beslemesi ve torç ayarları tamamen sökülmüş durumdayken nokta içinde homojen bir sprey elde edilir.
Torcun boyutu küçültülebilir, ancak yalnızca gerçekten gerekli olduğu durumlarda. Diğerlerinde, düşüş sadece işi yavaşlatacaktır. Sadece düşük viskozitesi ve damlama eğilimi ile sınırlandırılması mantıklı olan boya tedarikinin yanı sıra. Bazen nokta düzensiz doldurulsa veya normal elips şekli bozuk olsa bile beslemeyi ayarlamak gerekir.

Çok yüksek kompresör basıncına kapılmayın. Bu, boyayı kurutur ve yüzey kaplamasını bozar. Torcu parça boyunca doğru şekilde hareket ettirerek çizgilerin oluşması önlenebilir.